From: The Clayworking Plants of St. Louis
In: BRICK. SPECIAL ISSUES ON ST. LOUIS, MAY AND JUNE 1904
May, 1904, p. 235-239.
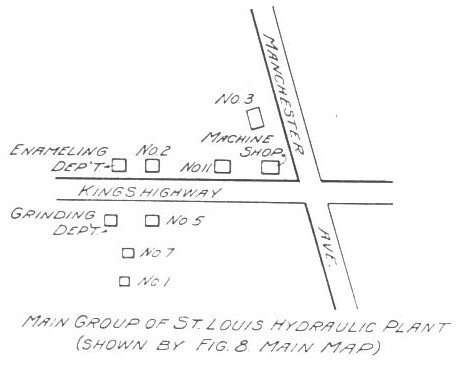
At the junction of Manchester Ave. and King's Highway are located the machine shop and yard II of the Hydraulic-Press Brick Co. It is not the purpose of this article to give a full description of all the enterprises of the company, as that would take us into many other states, for the company's press brick plants are well distributed and their influence far reaching. On the other hand we will endeavor to give a brief history of the birth and progress of the company and present a resume of the equipments and methods of operation of its yards within the city limits of St. Louis.
It is difficult to say which was the first – The Hydraulic-Press Brick Co. or the hydraulic-press. It is the old case of the hen and the egg. Did the hydraulic-press produce the enterprise or are we to consider that the Hydraulic-Press Brick Co. was in posse in the mind and life of E. C. Ster!ing and T. W. Sterling, who purchased the first press, and with it manufactured their way to the eminence they now have attained?
Be that as it may, the company and the press must be associated, and Furthermore, the press is indissolubly connected with Willis N. Graves, who operated the first hydraulic brick press and has been connected with the company as general superintendent until January 1st, 1904, and is still an important stockholder.
Prior to the invention of the hydraulic dry press, it seems there was a lever dry press in existence which had been invented about the year 1833. Mr. Duty, of Cleveland. O., a practical brickmaker, requested W. Rodgers, mechanical engineer of the Cuyahoga Steam Furnace C., Cleveland, O., to go with him to New York and inspect a lever dry press with the object of either purchasing one or making a press capable of performing the same work. Mr. Rodgers' opinion was that he could build a better press, and in 1856 he produced the first crude hydraulic brick dry press. This was operated at Cleveland for two years, and then was partly reconstructed, and was sold to some one n Nashville, Tenn., in the fall of 1850 commencing operation in 1860 and running successfully to the outbreak of the war. The war stopped all industry, the brickyard closed down after having furnished material for the Maxwell House, still standing in Nashville, and in good condition. During the turbulent scenes in Nashville the building that covered the machine was burned down and the machine was melted down to make bullets and ordnance for Zollicoffer’s brigade.
Referring again to that lever dry press we understand that there is a church on Plum St., in Cincinnati, build of dry press brick made on that early machine.
Mr. Duty. of Cleveland, had by 1850 secured from Mr. Rodgers, an improved hydraulic brick machine. It may be noted that Mr. Rodgers was a very prominent hydraulic engineer of the day and he planned and operated the first hydraulic draw bridge across the Hudson River.
On the 4th of July, 1860, Willis N. Graves arrived at Indianapolis from Cleveland, with the second hydraulic press, en route for Memphis, Tenn. Some trouble was experienced in Indianapolis, as the heavy machinery had to be transferred from one railroad car to another, as the track gages were different in those days on different lines. On the 7th of July the outfit arrived in East St. Louis where the line terminated and the machinery was dumped in the sand two miles from the river. E. C. Sterling had by this time secured two small steamboats for the river transportation. It must be remembered that the equipment weighed 33 tons, and could not be handled in those days very easily by one small boat. The journey to Memphis occupied four days and the machine was then set up and has been in operation ever since. It, however, has not been without history during all of this time. It has killed two men and has cut off the right hand of another, and is now supposed to be haunted by the negroes who work around it, for they declare they hear distinctly the voice of the first man killed, a negro, and the second. a white man, arranging the valves and movements so that no other negro will ever get hurt. Furthermore, they assign that as the reason for the machine running so steadily (as for years until some alterations were made in the minor movements, the machine had given considerable trouble in ships and breakages), and they call working on the machine. "Let the black mare rule you,” and when it breaks down or stops, "De black mare has done stuck a nail in her foot.” Last year this machine made 8,000,000 bricks in 11 months, which is a pretty good record for a press that has been in operation for over 40 years. At present it is undergoing its usual annual overhauling. It is of peculiar construction, inasmuch as the old walking beam attachment, common to river steamers, has been used for its operation continuously. The yard on which it is now operated is owned by the Tennessee Brick Co., of Memphis, Tenn. O.H.P. Piper is the president of the company. R.A. Speed is the vice-president, and John J. Bishop secretary and manager. From Mr. Bishop we secured many interesting details concerning the machine.
The third hydraulic dry press machine was built at the same time, as the one that was sent to Memphis, and came to St. Louis, being placed in operation at what was known as No. 1 yard at Mississippi and Chouteau Aves. This yard was subsequently moved to Grand and Chouteau Aves., and finally to its present location on King's Highway.
The brick business on this location prior to the advent of the Sterlings had been owned by Rogers, Hanna & Co., who started in 1861, and their interest was purchased by E. C. Sterling and T.W. Sterling, who were cousins. Mr. Graves, who at that time was running the Memphis machine, was called to St. Louis, and the new concern started operation under the title of "E.C. Sterling & T.W. Sterling" two weeks before Lincoln's assassination. In 1866 the business was incorporated as a stock company under the title of the "Hydraulic-Press Brick Co.," and with a yearly output of 8,000,000 brick (a striking comparison between the present annual production of over 300,000,000 brick). The ten-mold hydraulic press on yard No. 1 has been rebuilt altogether three times, but seven pieces of the original machine being left. It still retains the walking beam engine. Over 200 different patents have been secured on the machinery manufactured by the company. It may be asked why the company's machinery does not find sale among the other machines on the market. The answer is that it is too expensive, both to purchase and to operate, unless the yard has a very great capacity. To the Hydraulic-Press Brick Co., owning the machine, as it does, manufacturing all its parts and doing all its own repair work, it is undoubtedly an economical machine. Several machines have, however, been furnished when insisted upon, but the company is too busy manufacturing brick to endeavor to exploit machinery as a side line.
The company has 11 yards in St. Louis and also controls the output of the two yards of the Union Press Brick Works. The small drawing and the column map shown here will point out better than any verbal description the relative locations of the company’s plants, which we will briefly describe, in their numerical order.
The clay and shale are furnished to yards 1, 2, 3, 5, 7, and 11 for the making of a red press brick, from Malcolm, Mo., 14 miles away on the Missouri Pacific Railroad. It is a red clay, fine quality, and is plowed, harrowed and gathered.
About 100 men are employed in this work and the company own 60 railroad cars which are especially set aside for this service.
Another clay mine is owned by the company at Alderney, Mo., 12miles away on the Wabash Railroad. This supplies red clay for red pressed brick yards 4 and 9. About 30 men are employed and the company owns 24 railroad cars, which are reserved for this particular purpose.
The clay for the production of buff brick, speckled and mottled brick and other colors, is procured from three mines a few hundred yards away from yard II on the other side of Manchester Ave. These mines are worked at varying depths averaging 60 ft. About 26 men are employed in this work. Clay gathering is done from April 15th to November 1st. The company has three special clay loaders and a traction engine furnished by Rumley, LaPorte, Ind.; this does the plowing, taking the place of horses.
Yard I -- The clay is ground through three chilled rollers, and is screened in two rotary screens 48 in. in diameter and 10 ft. long. From the screens the material passes back to the press. This is a 10-mold hydraulic brick press, making 44,000 common brick or 30,000 front brick daily. From the press the brick are conveyed by trucks direct to the kilns. There are eight down-draft oblong kilns of 125,000 capacity each, for common brick. Watersmoking and burning occupy five days. In unloading the kilns the wagons drive right into the kilns and convey the bricks to the stock sheds. The up-draft kilns are watersmoked with wood and burned with coal.
The power equipment consists of a horizontal 18 x 16-in. engine of 65 h.p. and two horizontal tubular boilers of 60 h.p. each. There is also one 75-h.p. St. Louis-Corliss engine used for the blower, waste heat being used for watersmoking. Three No. 9 Sturtevant blowers are installed with a capacity of 9,104 cu. ft. each per minute. The three blowers enter one flue. The gases are introduced at the top of the kiln at about 200 degrees F., gradually rising to about 500 degrees F., and leaves the kiln at about 280 degrees F., when kiln is dry. Yar
2 -- This yard makes common brick only, having one 10-mold press and seven up-draft kilns of 225,000 capacity each. There an a 60 h. p. horizontal engine with high and low pressure pumps, direct connected and two 6-in. flue boilers of 100 h.p. aggregate capacity. There is also a small upright 12-h.p. engine which supplies power to the enameling department, which is close by. This enameling house contains a fine laboratory and the usual complement of glaze mills, blungers. etc. Here enameled bricks are made of all colors. It is a one-story building and about 50 men are employed in this department. Its capacity is about 65,000 brick a week. On this plant is made the famous Hydraulic special cream brick. The plant has 11 kilns, all of them of the muffle type.
Yard 3 -- This plant has one 10-mold machine manufacturing common and front brick. It has eight down-draft kilns and three up-draft kilns, the waste heat being extracted from the down-draft kilns, as on yard No. 1. A trifle more boiler capacity is needed, however, as a disintegrator of 35,000 daily brick capacity is used to crush the fire clay. The engines are the same as on yard No. 1, but there are three boilers of 180 h.p. aggregate capacity, 48 in. x 20 ft. and with twelve 6-in lap-welded flues.
Yards 4 and 9 – These two plants are together. On yard 4 common brick is made with one 10-mold machine. There are six up-draft kilns and eight down-draft kilns from which the waste heat is taken for watersmoking by three No. 8 Sturtevant fans with a capacity of 6,828 cu. ft. each per minute. There are two 60-h. p. engines, horizontal, direct connected, and with high and low pressure pumps supplied by the St. Louis Iron Machine Co. There are also two upright engines of 11 h.p. each, driving the blowers and located in a separate engine room.
Yard 9 is devoted to front brick only. It has one 5-mold machine, making 26,000 brick daily. Its products are set and burned in the eight down-draft kilns on Yard 4, adjoining. It has a 60-h.p. horizontal engine and gets its steams from a 48 x 22 flue boiler on Yard 4.
Yards 5, 7 and 10. These plants are all together. No. 5 has a 10-mold machine which makes both common and front brick, and No. 7 has a 5-mold machine devoted to front brick only. No. 10 has a pony machine, making two brick at a time, all ornamental, at the rate of 6,800 a day. Here also is the grinding department for arch brick. There are six grinding stones here, the disks being 5 ft. in diameter and having an average speed of 75 revolutions per minute. White sand is used for the grinding. Each disk employs four boys. There are two 30-in. emery wheels. The kiln capacity of 110,000 capacity each and two of 47,000 capacity. These are the pony kilns and also for front brick. Besides these, there are three other large kilns of 225,000 capacity each and one up-draft kiln of 425,000 capacity. Waste heat is used in the same manner as on Yard 1. The power equipment comprises one 60-h.p. engine to run No 7 and one 60-h.p. engine for the crushers and drag conveyors and one 95-h.p. engine of the St. Louis-Corliss type, for driving all the blowers, etc. Four No. 8 blowers, one No. 9 blower and one No. 7, all of the Sturtevant make. The draft for the kilns is obtained form four stacks 65 ft. high, one stack being apportioned to four kilns. There are also three dry house with an aggregate capacity of 75,000 brick, used for drying out the ornamental brick, the heat being supplied by steam coils, containing live steam. These coils contain 1,670 ft. of 1-in. pipe and the air is heated by being drawn through them by a blower and forced into the driers.
Yard 6 and 8 -- At these yards the clay is obtained on the ground on which the plant is situated. There are two 10-mold machines in operation, 41,000 daily capacity each, making common brick and tile. There are eleven up-draft kilns of 228,000 capacity each. There are two 60-h.p. engines, one for each machine.
Yard 11 -- This is the latest plant of the company in St. Louis and is devoted to the manufacture of paving brick, the shale for which is procured from Malcolm. Mo., by gondola car. The shale is first reduced to pieces by a breaker and is then fed to four 9-ft. dry pans. Each of these dry pans has a capacity for 35,000 brick daily. From the pans the material is carried by drag conveyors to two brick machines, one an "Admiral Dewey,” supplied by the Bonnot Co., Canton, O. used exclusively for blocks, with a capacity of 60,000 blocks daily. The cutter was also supplied by the Bonnon Col, giving a side-cut brick, 17 bricks at a time. Though in usual work the cutter is adjusted so as to produce eight blocks and four standard brick at each one. On the Chambers machine there is the usual wheel cutter and end-cut brick are produced. For repressing the products from the Bonnot machine, there are three "Eagle” represses. The brick are conveyed from the machine to the drier on cars supplied by the Cleveland Car Co.
The drier utilizes waste heat from the kiln and has a daily capacity of about 200,000 brick. The brick can be dried in 24 hours, but usually 30 hours are allowed. The drier has 13 tunnels and two steel plant Sturtevant blowers, 6 ft. in diameter, with brass spiders and copper blades are used, each fan having a capacity of 40,000 cu. ft. per minute. Both of these fans are driven off a jack shaft from a 200-h.p. Fulton-Corliss engine, supplied by the Fulton Iron Works, St. Louis, Mo. The drier tunnels are 90 ft. in length and on the cold end of the drier are five exhaust fans, set in the top of the drier, and with an aggregate capacity of 85,000 cu. ft. per minute. These fans are driven off a jack shaft by a 30-h. p. Westinghouse motor.
From the drier the bricks are taken by trucks to the kilns, 16 in number, oblong and down-draft, each holding about 140.000 bricks. Watersmoking and burning are done with coal in about seven days. Two enormous stacks provide the draft for these kilns. One of the stacks is of enamel brick, 112 ft. in height and 53 in. in the clear. The other stack is of gray brick. As a rule, on this plant a kiln of brick is burned, dried and emptied daily, representing about 100,000 blocks, or 140,000 standard bricks.
There is an extensive power equipment on this plant. First there is a 400-h.p. corliss engine, supplied by the Murray Iron Works, Burlington, IA. This has a rope drive of the American type, with 12 wraps of 1 ˝ in. ropes, a belt not being possible. The drive consists of one piece of rope 1,800 ft. long, the drive being 60 ft. from center to center, from the engine shaft to the jack shaft. This supplies power for the brick machines and all of the conveyors. There is also installed on this plant a Barney conveyor supplied by the Jeffrey Manufacturing Co., 1,700 ft. in length, used for emptying the kilns and conveying the brick to the cars or to the stock shed. Great speed in emptying the kiln is obtained by this method.
The prime design in the invention of the Barney conveyors was that of reducing, labor cost and increasing the speed of transportation of the material. Such is the purpose of all conveyors on the market at the present time. The first reason is probably the most important of the two, in as much as the labor problem is a continual source of anxiety to the clay-workers, at the present time. Like many other good things, the Barney conveyor is simple in construction, embodying no new principle but presenting an entire new application of well established practice in other industrial fields.
The conveyor consists of an overhead, single track railroad, is set up firmly on pyramidal frames and on this the carriers or basket proceed – festina lente. In fact, the secret of its successful operation is in this continually “hastening-slowly” process. It has been said that a continual dropping of water wears away the stone, and the continual conveying in small units by the Barney conveyor reduces the piles of brick in the kilns or in the stock sheds.
Our illustrations show the disposition of the conveyor to the kilns and the railroad cars, Fig. 2 showing the cross section of a support and a section of the chain in operation with the carries holding five brick each. When handling paving blocks, four blocks are put on each carrier. These carriers are kept 3 ft. apart. The conveying system can readily handle from 18,000 to 20,000 blocks per hour. Each carrier runs on the overhead track on a small wheel and the conveying chain strings them together.
When the kilns are ready for unloading the wickets are opened and the passage way for the conveyor is made through the top of the kiln of brick, about 6 ft. deep and 4 ft. wide, so that the workman can handle the brick from the kiln courses on to the carries. The overhead rail is then put in place through the length of the kiln, being suspended from the crown by temporary hangers. The whole operation for switching from the permanent track into the kiln occupies about an hour and a half. The system is not only economical from a labor standpoint, but also because by it a kiln containing approximately 175,000 brick can be emptied in a day, thus requiring a much smaller kiln capacity than would be necessary if the emptying was effected by the usual brick wagon service.
The first Barney conveyor was put into operation on the Diamond brick plant at Kansas City, Mo.
The long experience of the Jeffrey Manufacturing Co. in all conveying apparatus is a positive guarantee that the Barney conveyor will be maintained at the highest pitch of excellence and adaptability to clayworkers’ needs. There is no arrangement of kilns for the plant to which this conveying system cannot be applied.
The yards of the Union Press Brick Works, also controlled and operated by the Hydraulic company, procure clay from the company’s own land by plow and gatherer. Both pressed front and common brick arc made. There is in operation one five-mold hydraulic press and one ten-mold press, on which are made all of the common crick. There are also three “Sword” stiff mud machines of 20,000 capacity each. These have been in operation probably 40 years, and are still doing excellent work. The products are dried by the rack and pallet system, but the dry pressed bricks are taken straight from the machine to the kiln. There are 13 up-draft kilns, six of them with a capacity of 250,000 bricks and nine of them with 315,000 capacity. There are also two down-draft kilns of 125,000 capacity each. Watersmoking is done with wood and burning with coal in about six days. Two 60-h.p. engines supply the power for the presses and one 60-h. p. engine for the stiff mud machines.
The company owns on its St. Louis yards about 350 head of stock, teams being used all over the city. This extensive staple equipment it may well he imagined has to have as careful supervision as any other department of the industry. There is a man to specially Iook after the stock, a stable boss and a man constantly employed to see that the products are delivered to their right destination in a reasonable time and in proper condition. Altogether, the company employs in St. Louis 1,050 men, and the St. Louis yards have an average daily capacity of 642,000 brick, or 192,000,000 per year. This is, without doubt, a great enterprise. The company's products are known far and wide. The company's offices are on the 12th floor of the Missouri Trust Bldg., No. 705 Olive St., St. Louis, Mo., and the offices have been specially thrown open for the convenience of all visitors during the World’s Fair. Round the office walls is a magnificent series of exhibits of the brick produced on all the company's plants throughout the United States. This exhibit affords special facilities to architects, and in a small laboratory adjoining experiments can be conducted in the mixing of special mortars to suit the different shades of brick. St. Louis may well be proud of its clay working industries when it includes among them the great plant of the Hydraulic-Press Brick Co.
| HOME | DOGTOWN |
| Bibliography | Oral history | Recorded history | Photos |
| YOUR page | External links | Walking Tour |